
熱門關鍵詞:

某生物制藥廢氣處理采用活性碳吸附法,催化燃燒尾氣的設計方案。整個流程未達到最終的達標排放效果。生物制藥廢氣比較復雜,此方案存在安全隱患,安峰提出利用多級纏繞管式換熱器高效冷凝,對異味的廢氣采用酸洗工藝除臭,活性碳改為溶劑吸收,加入蒸發器環節提高溶劑的二次循環使用,加入二級串聯2吸1脫活性炭吸附治理方案,實現達標排放。
此生物制藥廢氣處理最終設計流程由安峰整改提出,并將之前的廢氣處理方案和整改后的方案進行對比,最終實現制藥廢氣的達標排放效果。安峰從該企業的生產項目和原來的治理方案存在的問題,進行幾點說明和對比。
1項目概況
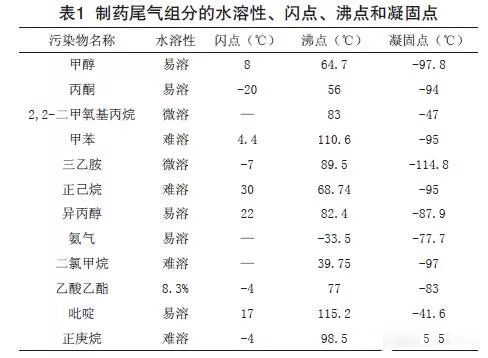
上海市某企業主要從事化工醫藥原料藥及中間體等產品的研究、生產和銷售,擬開展制藥尾氣治理,該尾氣主要包含甲醇、丙酮、2,2-二甲氧基丙烷、甲苯、三乙胺、正己烷、異丙醇、氨氣、二氯甲烷、乙酸乙酯、吡啶和正庚烷,同時還存在惡臭氣體(氨氣、三乙胺和吡啶等)、低閃點易燃易爆氣體(甲醇、丙酮、乙酸乙酯、正庚烷),以及含氯易揮發有機物二氯甲烷和具有職業傷害(末梢神經炎)的正己烷等。
上海市的大氣污染物排放控制需滿足《上海市大氣污染物綜合排放標準》(DB31/933-2015)表1“大氣污染物項目排放限值”、表2“廠區內大氣污染物監控點濃度限值”和表3“廠界大氣污染物監控點濃度限值”;大氣污染物中的惡臭氣體排放,需要滿足《惡臭(異味)污染物排放標準》(DB31/1025-2016)表1“惡臭(異味)污染物排放控制限值”,其中氨、乙酸乙酯需滿足表2“惡臭(異味)特征污染物排放控制限值”,臭氣濃度需滿足表3“周界監控點臭氣濃度限制”,氨、乙酸乙酯需滿足表4“周界監控點惡臭(異味)特征污染物濃度限制”。制藥尾氣的水溶性、閃點、沸點和凝固點見表1。
2原尾氣治理方案
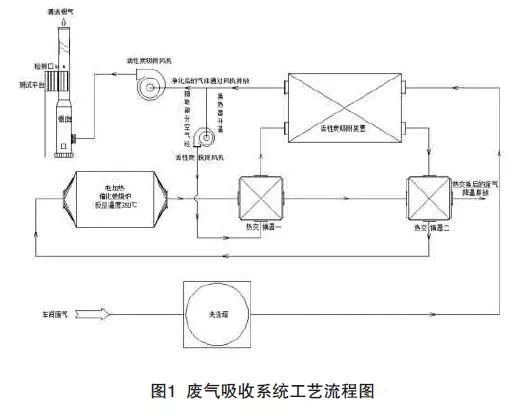
該制藥企業提出設計風量1萬m3/h。噴淋塔除臭預處理廢氣進入尾氣處理系統。廢氣吸收系統工藝流程如圖1。系統采用2吸1脫活性炭再生吸附系統進行吸附,吸附凈化后的潔凈尾氣高空排放,蒸氣脫附高濃度尾氣再用蓄熱燃燒裝置處理,達標排放。
3原尾氣治理方案存在的問題
(1)洗滌塔:三乙胺和乙酸乙酯難溶于水,且密度低于水,存在液面揮發,除臭效果欠佳等問題。
(2)活性炭吸附系統:活性炭吸附效率65%~90%,由于二氯甲烷、正己烷、甲苯等難于洗滌去除,入口濃度偏高,導致尾氣經一級活性炭吸附后高空排放的尾氣很難實現達標排放。
(3)RTO蓄熱焚燒爐:尾氣含有甲苯、二氯甲烷等有機物,將存在如下隱患:1)二氯甲烷焚燒產生的氯化氫和水蒸汽導致RTO和管道腐蝕;2)甲苯和二氯甲烷在焚燒溫度850℃時,易產生二英;3)脫附高濃度廢氣需要補風降低濃度,否則存在RTO爐前管線爆炸的安全隱患。
(4)未考慮溶劑回收,導致產品成本上升,尾氣削減量低,循環經濟效果很差。
針對企業存在的上述問題,結合現場實際踏勘,提出了有針對性的尾氣治理解決方案。
4新的尾氣治理方案
4.1工藝路線
按照業主提供的工藝參數,廢氣排放源較強的主要包括反應釜反應放空廢氣(上料、滴加反應)、保溫回流冷凝器放空管放空尾氣、微負壓濃縮蒸餾冷凝器放空尾氣、液環真空泵系統儲罐放空尾氣、離心機抽風機尾氣、真空干燥真空泵排氣、污水站廢氣(UASB廢氣單獨處理,但曝氣池、水解酸化池及污泥間的廢氣收集進入該系統)及儲罐區大小呼吸尾氣等。
按照化工工藝原理,反應釜反應尾氣、液環真空系統放空尾氣屬低濃度尾氣;儲罐區大小呼吸廢氣和污水站水解酸化、曝氣池、污泥壓濾間尾氣屬低濃度有機尾氣;保溫回流和濃縮蒸發尾氣屬高濃度尾氣(500~2000g/m3)。由于采用高揮發性溶劑浸泡和釜內結晶,離心機尾氣屬高濃度有機廢氣;真空干燥機真空泵出口尾氣亦屬高濃度廢氣。
冷凝工藝出口有機物濃度最低10g/m3,低濃度尾氣依靠冷凝處理基本無效。針對企業的尾氣理化性質,制定了二級冷凝+酸洗除臭+溶劑吸收+二級活性炭吸附工藝。
4.2工藝簡述
4.2.1二級冷凝
工藝尾氣二級冷凝:1)冷卻介質選擇:一級采用4℃~8℃淺冷凍冷卻,主要目的是防止尾氣中的水分凝固堵塞管路,造成安全隱患;2)二級冷凝采用-18℃乙二醇水溶液深冷凍冷卻:反應釜蒸餾高濃度尾氣濃度500~2000g/m3,但由于存在泄漏補風和離心機抽風,導致濃度較低,按照100g/m3考慮,通過二級冷凝吸收,出口非甲烷總烴濃度10g/m3;3)螺紋纏繞管式換熱器選用316L不銹鋼,即使存在微量氯化氫也不會造成管路腐蝕。
活性炭脫附二級冷凝:二級冷凝均采用-18℃乙二醇水溶液深冷凍冷卻。
真空旋轉刮板蒸發器蒸發冷凝:一級-18℃乙二醇水溶液深冷凍冷卻。
4.2.2酸洗除臭
三乙胺、氨氣等臭氣濃度,通過酸洗塔洗滌去除,滿足《惡臭(異味)污染物排放標準》(DB31/1025-2016);同時部分二氯甲烷等易揮發難溶于水的尾氣部分冷凝,但由于密度低于水且難溶于水,在接收罐上層容易揮發。酸洗塔VOCs按照50%去除率計算,酸洗塔出口非甲烷總烴濃度5g/m3。
4.2.3溶劑吸收
非甲烷總烴吸收效率90%,出口濃度≤500mg/m3。
4.2.4活性炭吸附
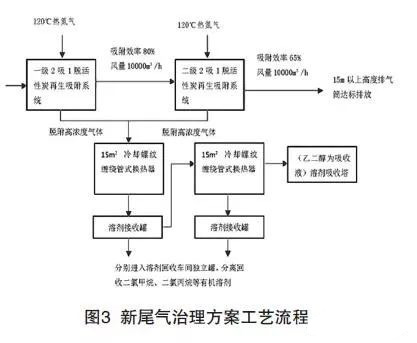
活性炭吸附效率隨濃度下降,吸附效率亦下降。按照一級80%吸附效率、二級65%吸附效率,則一級出口非甲烷總烴濃度100mg/m3、二級35mg/m3,實現達標排放。熱氮氣脫附高濃度有機物通過二級串聯冷凝系統冷凝回收脫附溶劑,并送溶劑回收車間精餾塔分離回收循環使用,冷凝器不凝氣進入溶劑吸收塔重新吸收。
4.2.5熱氮氣脫附系統
按照企業提供的環評文件(初稿),企業自建空分裝置,使用液氮深冷生產工藝,氣化的氮氣可以作為活性炭吸附裝置脫附劑,將已氣化的氮氣先與裝置排放的熱尾氣進行熱交換,再加熱至120℃作為脫附熱源使用,可實現熱能的有效利用。
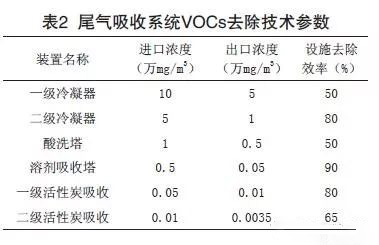
4.3尾氣吸收系統VOCs去除技術參數(見表2)
名企齊聚!2018“北極星杯”最具影響力十大煙氣治理企業評選盛大開啟
4.4尾氣吸收系統設備
尾氣吸收系統設備參數見表3,螺紋纏繞管式換熱器內部結構見圖2。

4.5新方案工藝流程(見圖3)
5新方案技術特點
5.1原尾氣治理方案隱患的解決
(1)洗滌塔原除臭效果欠佳,通過酸堿中和反應,有效去除堿性惡臭濃度組分;實現達標排放。
(2)活性炭吸附之前難達標排放,通過增加溶劑吸收塔降低入口濃度,將一級活性炭吸附改為二級串聯活性炭吸附,實現達標排放。
(3)原RTO蓄熱焚燒爐和管道腐蝕;易產生二噁英;存在RTO爐前管線爆炸安全隱患,取消RTO,消除了隱患并有效降低了投資。
(4)原方案未考慮溶劑回收,采取多級高效螺紋纏繞管式換熱器冷凍回收溶劑、溶劑吸收塔真空旋轉刮板蒸發器溶劑回收和活性炭脫附深度冷凝等工藝后,有效回收溶劑,最大限度實現了降低有機尾氣濃度,實現循環經濟和可持續發展。
5.2新尾氣治理方案技術特點
(1)高效螺紋纏繞管式換熱器:導熱系數達到1.4萬W/m2˙℃,體積僅僅是列管式的1/10。
(2)酸洗除臭:未冷凝的臭氣組分,通過酸堿中和反應實現有效去除。
(3)乙二醇溶劑吸收:吸收飽和二氯甲烷乙二醇溶液,通過真空旋轉刮板蒸發器,低沸點二氯甲烷溶劑蒸發+高效螺紋纏繞管式換熱器回收溶劑;高沸點乙二醇吸收液冷卻后循環使用。
(4)真空旋轉刮板蒸發器系統(見圖4)技術特點:1)高傳熱系數,高蒸發強度;2)低溫蒸發,適用于熱敏化學品;3)流程時間短。
(5)二級串聯活性炭吸附系統。采用蜂窩活性炭(見圖5)吸附床,具有過濾風速低、風阻小、比表面積大、吸附率高、易脫附等優勢,尤其適用于各種大風量、低濃度廢氣凈化處理。蜂窩活性炭比表面積:900m2/g;規格:100×100×100(mm)(比重≯500kg/m3)。
安峰環保對該制藥企業的廢氣施工方案整改中,考慮到原來方案尾氣治理存在隱患,除臭效果很難達到最佳效果,因此,采用酸洗除臭的方法,利用乙二醇溶劑吸收液對廢氣循環二次使用,在廢氣治理成本上降低很多,廢氣達標排放的同時,也可以實現廢氣的利用最大化。

![]()
![]()








