
熱門關鍵詞:

化工廢氣含有酸性氣體、有機廢氣等,化工企業對廢氣先進行收集、預處理、吸附等,最終實現達標排放的目的。化工廢氣處置如果設計不當,會發生廢氣泄露,或者濃度過大引發爆炸的風險。化工廢氣采用RTO系統已經出現多起安全事故,主要原因化工廢氣處理工藝設計不合理導致的,安峰環保將對化工廢氣凈化系統的安全性進行分析。
1化工廢氣事故簡介
江蘇某化工企業RTO凈化系統在2015年3月8日9時43分和3月27日3時20分兩次發生了爆炸。事故沒有造成人員傷亡,聚合物多元醇車間引風機損壞,現場儀表燒毀,RTO部分裝置損毀嚴重,直接經濟損失達100余萬元。
2事故時車間生產情況
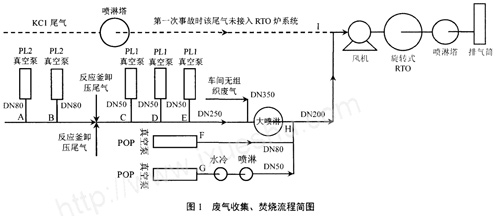
該企業生產方式為間歇性生產,根據企業提供資料,事故發生時僅POP、PL1/PL2產品的工藝廢氣通過DN50~DN350不等的金屬管道進行了收集(主要污染物為環氧乙烷、環氧丙烷、三甲胺、異丙醇、苯乙烯、丙烯腈等),廢氣收集后通過引風機進入RTO焚燒,該RTO為R—RTO(旋轉式蓄熱焚燒爐)。廢氣收集、處理的詳細流程如圖1所示。
3事故原因分析
3.1事故直接原因
調查發現,企業真空泵尾氣出口溫度達73℃以上,根據有機廢氣冷凝效率計算,公式見式(1)~(3)。
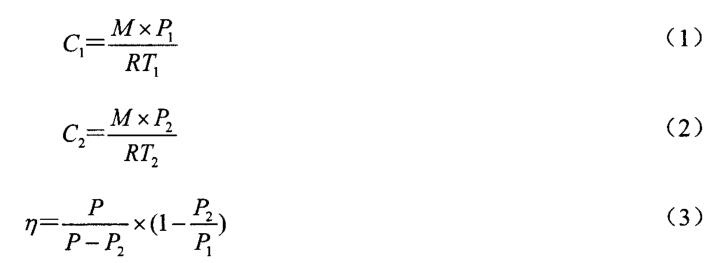
式中:Cl為氣體的冷凝前濃度,g/m;C2為氣體的冷凝后濃度,g/m;M為氣體物質的分子量;Pl為氣體在T1時飽和蒸氣壓;P2為氣體在T2時飽和蒸氣壓;R為常數,為8.314;P為大氣壓,101325Pa;r/為冷凝效率。
在75℃時,對應排氣中有機物最高飽和質量濃度及爆炸范圍相關數據詳見表1。
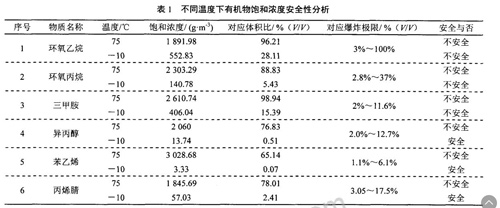
根據表1,通過理論計算,當真空泵出口尾氣溫度為75℃時,各有機物飽和濃度均極高,如果廢氣稀釋倍數不夠極易發生安全事故。現場測得單套PL真空泵中環氧乙烷廢氣流量約120m/h,3套合計360m/h,事故發生時焚燒爐實際處理風量不超過5000m/h,混合氣體中有機物總濃度的對應體積比約7.2%,即使僅接入1套含環氧乙烷尾氣,其平均濃度2.4%也處于對應的爆炸范圍之內,由此可見,真空泵出口尾氣排放溫度過高,而有機物沸點較低,導致污染物排放濃度過高,同時相應的稀釋倍數不夠,外加環氧丙烷、環氧乙烷的化學性質活潑,最終導致接入焚燒爐中的廢氣達到相應爆炸極限,從而造成爆炸事故的發生。
3.2事故間接原因
1)收集系統設計不合理。調查過程發現對于真空泵高濃度有機廢氣,企業均未進行冷凝回收預處理,且目前企業對PL系統真空泵出口尾氣所設計的收集方式極不合理,真空泵出口所配備的傘形罩集氣量有限,尾氣收集總管僅DN50,正常運行時系統稀釋風量難以保證。
2)預處理措施不到位。該企業POP、PL1、PL2車間對有機廢氣所采用的活性炭吸附未配備脫附再生系統,基無效,末端所配置的不銹鋼高壓風機無變頻系統,導致廢氣收集管路系統中負壓值過高,能耗較高且不利于有機物的冷凝回收,所采用的金屬材質水洗塔強度較高,當系統發生爆炸等意外事故時無法起到有效泄爆的效果,導致爆炸產生的沖擊波沿著管道進一步往生產車間傳導,加劇了爆炸的次生危害。
3)RTO爐本體存在問題。本項目中部分產品含有氯元素,所采用的設備本體為SUS304,旋轉閥材質為SUS316L,諸多案例表明,蓄熱陶瓷體由于質量較大,支撐件通常要承受較大的應力腐蝕,當體系含氯時(如環氧氯丙烷)高溫焚燒處理過程中將產生HCl等污染物,對設備本體、RTO爐旋轉閥易產生較大腐蝕,系統難以穩定、有效運行。
其次項目廢氣中含有部分丙烯腈、苯乙烯等有機物,上述物料在溫度較高時極易發生自聚合,導致RTO爐蓄熱陶瓷體在使用一段時間后設備阻力變大,同時底部有高沸點有機物粘附現象,易引起火災等安全事故。
4事故預防對策
RTO在正常工況下不易發生火災、爆炸事故。但由于精細化工行業廢氣成份復雜多變、濃度波動大,易造成焚燒爐運行穩定性較差,存在一定的安全隱患。建議RTO生產廠家及使用企業采取如下安全措施以防范RTO火災、爆炸事故:
1)優化收集系統。對吸風罩、風機選用進行規范設計,同時廢氣收集管線需統籌規劃,形成支管一主管一處理裝置一總排口的收集處理系統,確保廢氣收集效果。對于易燃易爆廢氣在設計收集系統和預處理系統時,不追求過高的強度反而有利于系統安全,不過即使選用強度不高的設備和材料,在RTO爐設備本體、廢氣收集管道等節點仍需安裝泄爆膜片。
2)強化預處理措施。由于精細化工行業廢氣排放濃度有較大的波動,因此需對各類不同濃度的有機廢氣進行混勻、緩沖和預處理,建議企業采用PP填料塔對有機廢氣進行預處理,由于PP填料塔強度不高,在發生事故時極易泄爆,最大限度的保證系統安全。
3)漸進化科學調試。RTO爐調試時理應先進行空載調試,待空載調試穩定后再逐步接入低濃度有機廢氣,如企業污水池加蓋收集后廢氣、車間換風廢氣等,最終再逐步接入高濃度廢氣,同時對擬接入高濃度廢氣的排放流量、排放濃度進行檢測,重點關注峰時濃度,單一排氣點有機濃度宜控制在1000ppm以內,最高不得超過5000ppm。
4)安裝在線監控系統,設置電控系統操作間。RTO爐凈化處理系統是一項人機高度結合的設備,雖然其自動化程度較高,但必須安排專人進行維護與管理,如RTO爐在發生爆炸前有機物濃度常會在短時間內迅速升高,此時系統若有人值守則可提前發出預警并采取必要的措施,避免事故的發生;同時對RTO各系統尾氣安裝TVOC濃度在線監控系統,為企業管理提供必要的數據支撐。
化工廢氣處理工藝在保證有機廢氣濃度,低于空氣濃度最低限值25%,如果超過這個濃度就有爆炸的風險。化工廢氣設備安裝完成后要進行調試,確保各項數據在可控范圍內,否則容易造成安全事故。

![]()
![]()








